Burnout Cap

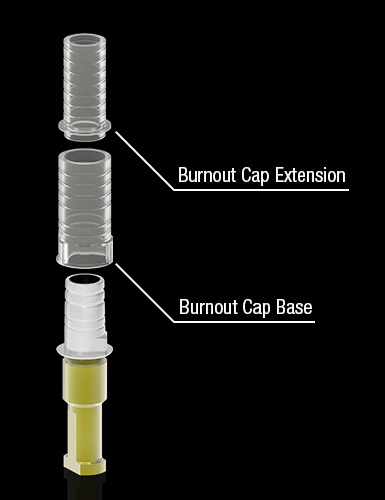 |
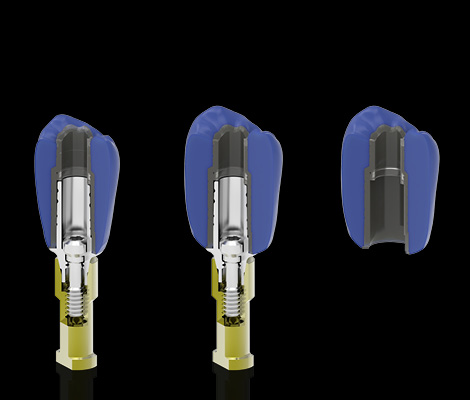
Les Burnout Caps sont des douilles en résine calcinables pour la modélisation de reconstructions qui ont un canal de vis déjà intégré. Ils conviennent particulièrement aux laboratoires qui ne travaillent pas avec les systèmes CFAO, mais qui souhaitent tout de même fabriquer leurs restaurations avec la plus grande précision. Le modelage de la reconstruction avec de la cire sur la douille en résine garantit un ajustement parfait entre la prothèse et la base en titane après la calcination et le coulage ou le pressage consécutive. Les Burnout Caps peuvent être utilisés sur les bases en titane K85 ainsi que sur les Zirkonzahn Multi Unit Abutments et les Zirkonzahn Multi Unit Abutments 17°. Comme les bases en titane K85 peuvent être raccourcies individuellement à la longueur de la restauration, les Burnout Caps sont conçues en deux parties et se composent d'une Burnout Cap Base et d'une Burnout Cap Extension. |




 |
Aperçu de la compatibilité des bases en titane K85 / Zirkonzahn Multi Unit Abutments NON HEX avec les Burnout Caps correspondants |
Burnout Caps pour bases en titane CONIQUES NON HEX K85
 |
 |
 |
 |
 |
||||
Diamètre: Ø 3.75 Numéro de référence : BCAD3750K85 À venir
|
Diamètre: Ø 4.00 Numéro de référence : BCAD4000K85 |
Diamètre: Ø 4.25 Numéro de référence : BCAD4250K85 |
Diamètre: Ø 4.50 Numéro de référence : BCAD4500K85 À venir
|
Diamètre: Ø 4.75 Numéro de référence : BCAD4750K85 |
 |
 |
 |
 |
 |
||||
Diamètre: Ø 5.00 Numéro de référence : BCAD5000K85 |
Diamètre: Ø 5.25 Numéro de référence : BCAD5250K85 |
Diamètre: Ø 5.50 Numéro de référence : BCAD5500K85 À venir
|
Diamètre: Ø 5.75 Numéro de référence : BCAD5750K85 |
Diamètre: Ø 6.00 Numéro de référence : BCAD6000K85 À venir
|
 |
 |
 |
 |
 |
||||
Diamètre: Ø 6.25 Numéro de référence : BCAD6250K85 |
Diamètre: Ø 6.50 Numéro de référence : BCAD6500K85 À venir
|
Diamètre: Ø 6.75 Numéro de référence : BCAD6750K85 À venir
|
Diamètre: Ø 7.00 Numéro de référence : BCAD7000K85 À venir
|
Diamètre: Ø 7.25 Numéro de référence : BCAD7250K85 |
Burnout Caps pour bases en titane PARALLÈLES HEX K85
 |
 |
 |
 |
 |
||||
Diamètre: Ø 3.75 Numéro de référence : BCAB3750K85 À venir
|
Diamètre: Ø 4.00 Numéro de référence : BCAB4000K85 |
Diamètre: Ø 4.25 Numéro de référence : BCAB4250K85 |
Diamètre: Ø 4.50 Numéro de référence : BCAB4500K85 |
Diamètre: Ø 4.75 Numéro de référence : BCAB4750K85 |
 |
 |
 |
 |
 |
||||
Diamètre: Ø 5.00 Numéro de référence : BCAB5000K85 |
Diamètre: Ø 5.25 Numéro de référence : BCAB5250K85 |
Diamètre: Ø 5.50 Numéro de référence : BCAB5500K85 À venir
|
Diamètre: Ø 5.75 Numéro de référence : BCAB5750K85 |
Diamètre: Ø 6.00 Numéro de référence : BCAB6000K85 |
 |
 |
 |
 |
 |
||||
Diamètre: Ø 6.25 Numéro de référence : BCAB6250K85 |
Diamètre: Ø 6.50 Numéro de référence : BCAB6500K85 À venir
|
Diamètre: Ø 6.75 Numéro de référence : BCAB6750K85 À venir
|
Diamètre: Ø 7.00 Numéro de référence : BCAB7000K85 À venir
|
Diamètre: Ø 7.25 Numéro de référence : BCAB7250K85 |
Burnout Caps pour Zirkonzahn Multi Unit Abutment
 |
 |
|
|
|
||||
Zirkonzahn MUA Numéro de référence : BCAH9231 |
Burnout Caps – Étape par étape
 |
Ajuster la Burnout Cap Base à la longueur de la base en titane (voir instructions). | |
 |
Visser la base en titane sur l'analogue de laboratoire. | |
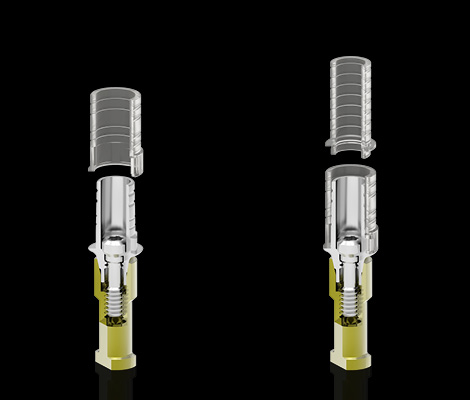 |
Placer la Burnout Cap Base sur la base en titane. Insérer la Burnout Cap Extension dans la Burnout Cap Base en partant du haut. | |
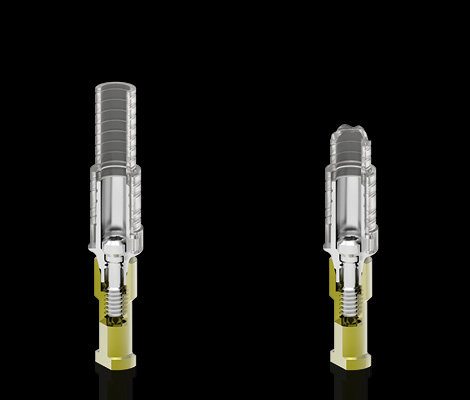 |
Raccourcir la Burnout Cap Extension à la longueur individuelle de l'antagoniste. | |
 |
Modéliser la reconstruction autour du Burnout Cap avec de la cire. Retirer la modélisation finale avec la Burnout Cap de la base en titane. | |
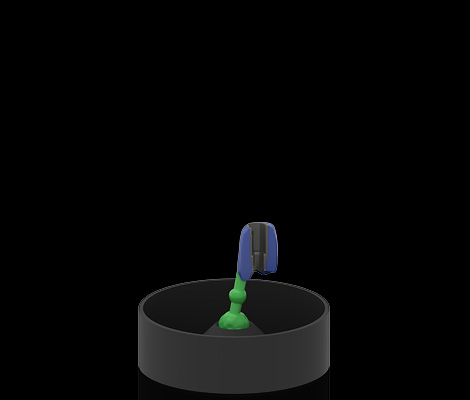 |
Équiper la reconstruction d'une tige de coulée (de préférence avec nourrice) et la fixer au support. | |
 |
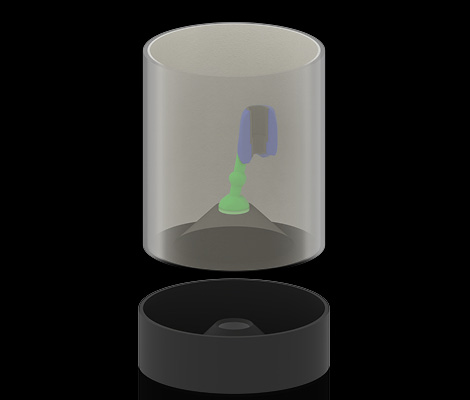
Placer le cylindre de coulée (éventuellement avec un insert en non-tissé) sur le modelage en cire. | |
 |
Remplir le cylindre de matériau de coulée et le laisser durcir (suivre les instructions du fabricant concerné). Attention : Éviter les poches d'air ! |
|
 |
Retirer le support et, si nécessaire, le revêtement extérieur avant la procédure de chauffage. Chauffer le cylindre jusqu'à ce que la modélisation soit entièrement calcinée (respecter les paramètres de chauffage indiqués par le fabricant du revêtement et le métal à utiliser). |
|
 |
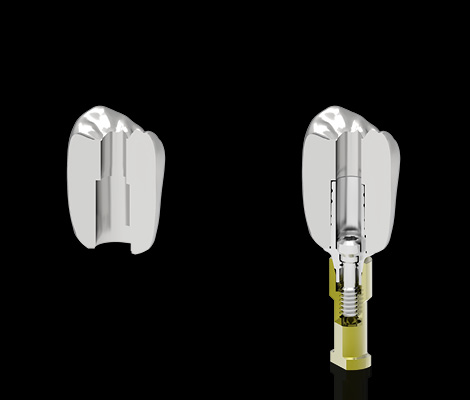
Après avoir atteint la température de préchauffage remplir la cavité avec du métal (respecter les indications du fabricant du métal). Il est également possible d'utiliser de la céramique pressée (pour le traitement, respecter les instructions du fabricant). |
|
 |
Enlever le revêtement de la reconstruction et séparer la tige de coulée avec un disque de coupe. | |
 |
Finir la reconstruction à l’aide de divers outils (par ex. fraise en carbure de tungstène, polissoir en caoutchouc) et stratifier avec de la céramique, si nécessaire. Une fois terminée, la base en titane est cimentée à la reconstruction. |


